一、設備概述:
雙頭數控鉚接機主要針對客戶產品定制由武漢瑞肯自動化設備有限公司設計而成。設備采用兩個鉚接機機頭、雙龍門式結構組成,實現產品裝夾與鉚接同時進行,不僅提高了生產效率,而且操作簡單,易于實現自動化生產線。

二、設備特點:
1、三軸數控鉚接機,XYZ數字控制(也可不要Z軸數控);
2、雙頭,雙工作臺設計,兩個機頭可以設置不同的壓力,鉚接不同壓力需要的鉚釘;
3、雙工作臺數控鉚接機,一工作臺可裝夾取件,另一工作臺進行數控鉚接,效率極高,單件時間30秒左右;
4、同一平臺可以放置多個零件,批量生產;
5、兩機頭可以協同完成一個加工工序,也可以單獨鉚接各自的工序,相當于兩臺獨立的數控鉚接機;
6、配套相應的工裝;
7、本機功能強大,絕不僅僅鉚接一種類型的零件,可用范圍極其廣泛。
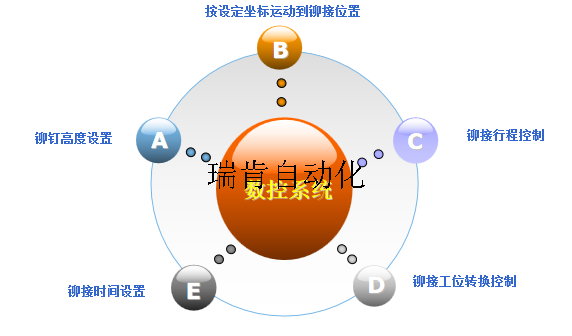
三、雙頭數控鉚接機控制方式:
四、鉚接工藝流程:
1、人工上料零件裝入正鉚工裝;
2、按下開關啟動設備;
3、大鉚釘自動數控鉚接;
4、小鉚釘自動數控鉚接;
5、將工件取出裝入反鉚工裝;
6、反面實心鉚釘2處自動數控鉚接;
7、取件完成鉚接。
五、提高效率設計:
1、雙頭,雙工作臺,4倍的單機效率;
2、一個工作臺鉚接操作的同時,另一個工作臺進行取裝件操作;
3、每個工作臺一次裝夾多件工件,節約操作時間。
六、工裝設計:
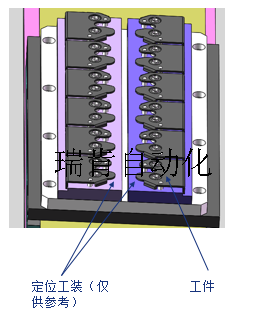
1、定位工裝的作用是保證需要鉚接的工件定位準確,安裝后牢固可靠;
2、定位工裝安裝在工作平臺上,可以快速更換。
由于本設計需要鉚接的零件需要鉚接同一零件兩面,因此在設備上設計有雙工位工裝,分別是:
1、正鉚工裝
2、反鉚工裝
兩個工裝在操作時,一個工裝在進行鉚接,另外一個工裝進行取件和放件操作,循環進行。
兩個工裝都采用仿形設計,定位外形與零件匹配,定位準確而牢固。
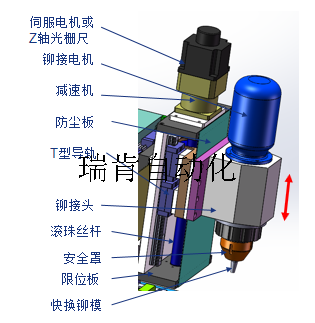
七、鉚接機機頭參數:
機頭1:JM9T鉚接機機頭鉚接壓力14KN
機頭1:鉚接實心鋼件直徑9毫米
機頭2:JM6TQ鉚接機機頭鉚接壓力9KN
機頭2:鉚接實心鋼件直徑6毫米
鉚接電機功率0.37KW
鉚頭到工作臺**距離 150mm
鉚頭中心到機身面距離 140mm
鉚頭伸出長度 50mm
X軸行程為 300mm
Y軸行程為 100mm
Z軸行程為 60mm
定位精度≤0.05mm
氣源要求 0.7MPa,0.1立方米/分鐘
電源要求 380V 50HZ 三相
外形尺寸 長800mm寬800mm高1800mm
八、PLC控制系統:
整個系統由PLC可編程控制器進行集中控制,液晶觸摸屏顯示,控制量主要包含以下幾個方面:
整個設備的工作流程和順序;
二維工作臺左右移動的移動量;
鉚接頭下降、上升位置量;
安全保證系統;
零位基準;
電控系統數據輸入由液晶觸摸屏輸入。
九、數控鉚接機安全措施:





